The Chair of Ferrous Metallurgy has developed models in one and two dimensions using efficient mathematical algorithms. Thermo-physical properties of low or high alloyed steels are calculated by in-house databases coupled with a microsegregation model to consider non-equilibrium solidification of the steel grade. Layout and plant configuration of the casting machine can be flexibly adjusted. The thermal boundary conditions for the secondary cooling zone are determined by heat transfer coefficient measurements using experimental results the nozzle measuring stand.
In combination with sophisticate methods of post processing, the solidification model can operate as a link between laboratory experiments and the actual plant operation parameters. For example, quality with risk to hot tearing can be assessed applying an in-house developed crack criterion. Evaluation of the 3D simulation results enables the identification of non-uniform temperature distributions along the strand shell and the final solidification point in the casting machine.
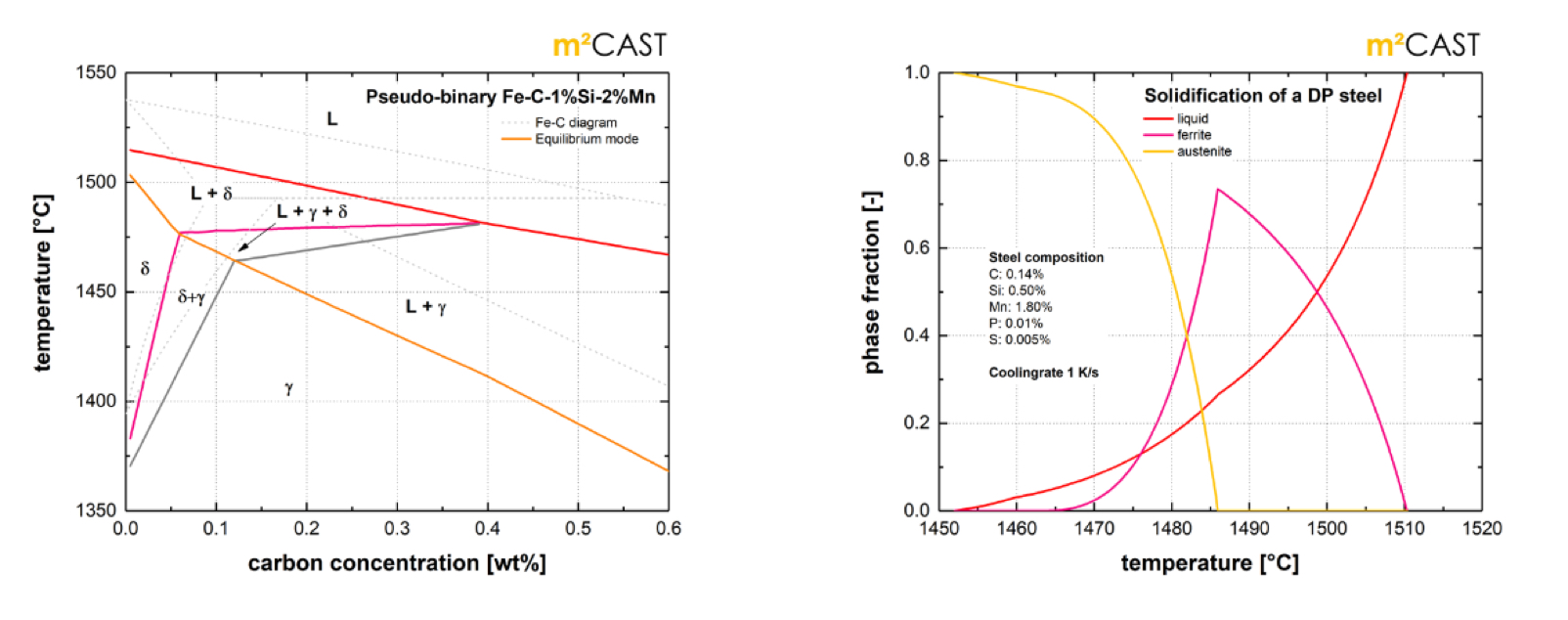
Figure 1: Calculation of the pseudo-binary Fe-C-1%Si-2%Mn system in equilibrium mode (left) and microsegregation simulation for a DP steel with 1 K/s (right)
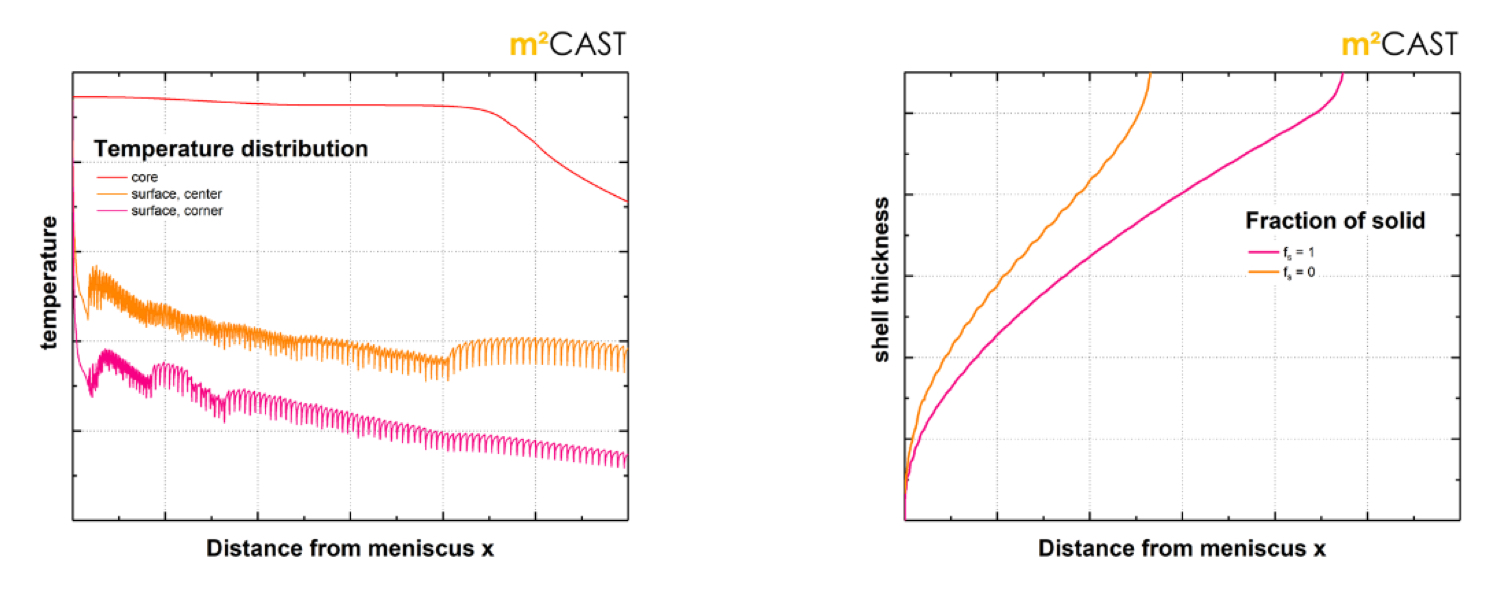
Figure 1: Post professing of the 2D solidification model, temperature distribution (left) and shell growth (right) for a continuous slab casting machine
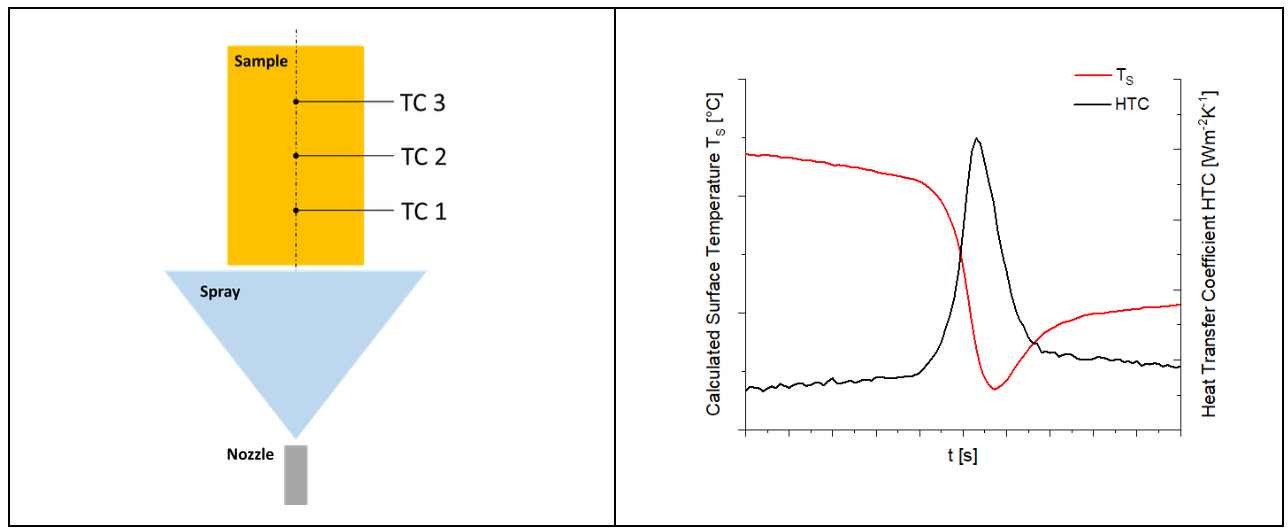
The Chair of Ferrous Metallurgy developed a Nozzle Measuring Stand (NMS) to determine thermal boundary conditions under various spray cooling conditions. The experimental set-up uses a cylindrical sample body made from high temperature resistant steel. To measure the temperature inside the sample, thermocouples (TC) are located at different distances to the cooled surface. From the recorded temperature profiles the heat flow density (q, Wm-2) or the heat transfer coefficient (HTC, Wm-2K-1) is then calculated by inverse heat conduction methods.
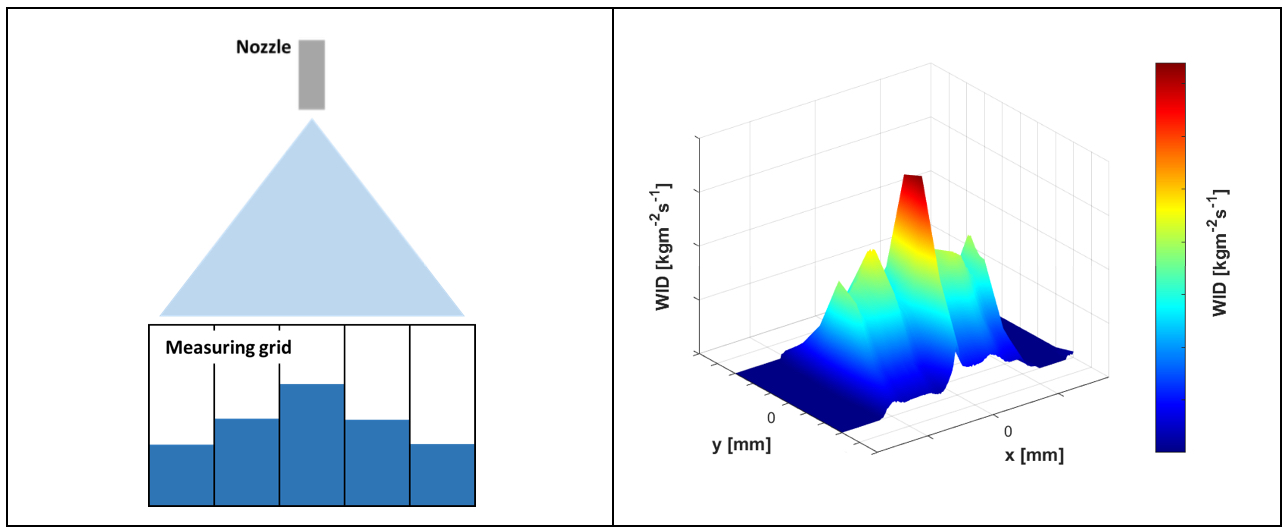
In addition to the HTC measurement the water distribution can be determined using a two-dimensional measuring grid. The resulting water impact density (WID, kgm-2s-1) gives information about the amount of water which impinges on the cooled surface.
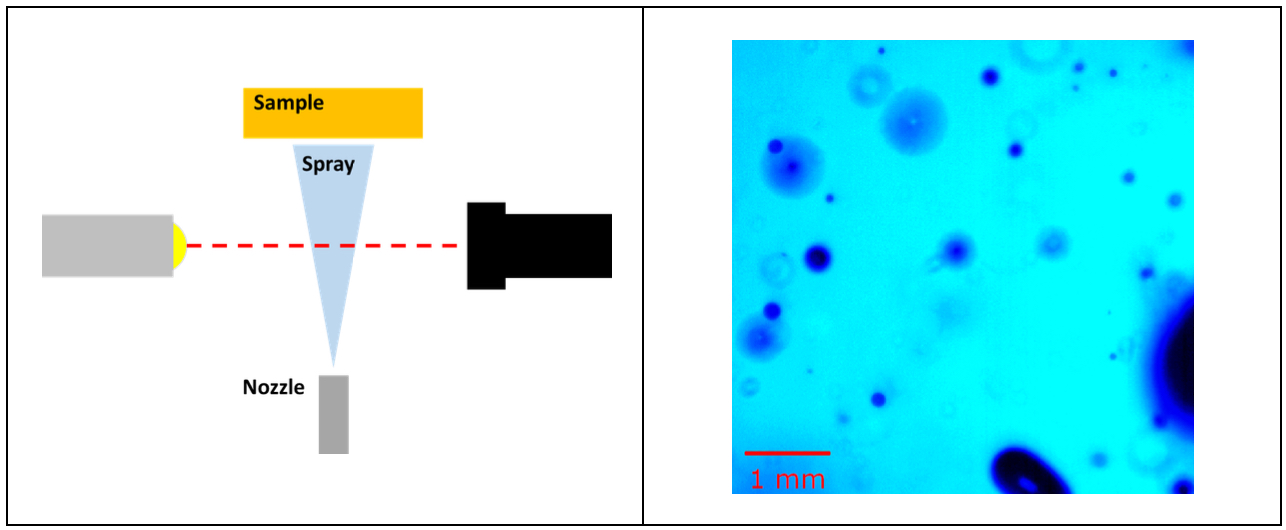
For a more detailed view on the process of spray cooling, the methods of laser diffraction analysis (LDA) and high speed imaging are used. The investigation of the droplet size and velocity helps to understand the influence of certain nozzle operation parameters on the spray cooling performance.