Coke is the major fuel as well as the costliest raw material of the Blast Furnace (BF) ironmaking process. It is not only the major reductant of the process, but it also provides strength to the burden under BF conditions. Total cost of coke is around 60% of the hot metal production and 1/3rd of the steelmaking production cost in whole. As the world reserve of coking coal is gradually decreasing and price of coke increasing steadily, coking coal has been attributed as a ‘critical’ raw material for ironmaking. Therefore coke, a direct product from coking coals, requires careful investigation of its physical, chemical and mechanical properties for determining its suitability under operational requirements. Minimizing the specific coke consumption per ton of hot metal and maximizing the furnace efficiency are two big challenges for the BF operator.
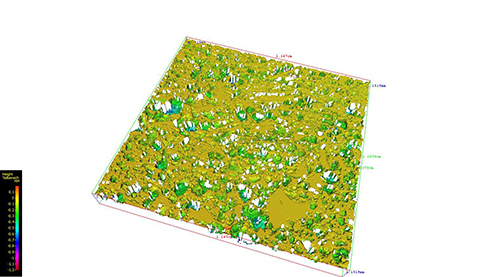
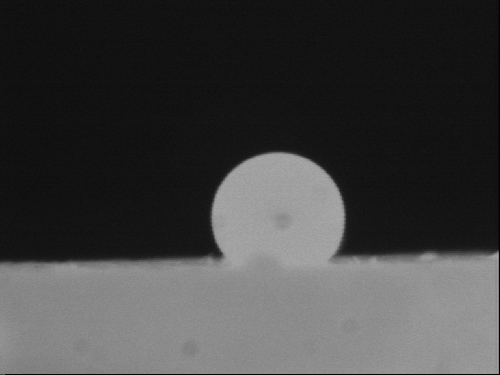
A proper forecast for the behavior of raw materials under BF conditions is major task for ferrous process metallurgists. Coke properties such as reactivity and strength do not depend only on its composition, but also an exhaustive number of factors, such as maceral, microstructure, porosity, structural order, crystallinity and even up to the nano-level domain of lattice parameters, only to name a few. An apposite knowledge about the coke properties in advance not only helps the metallurgists to select the proper quality of coke for the process, but also to foresee its behavior under continuously changing physical and chemical conditions of the blast furnace under real industrial conditions.
The chars generated from non-coking coals which are used in alternative smelting reduction processes (COREX® and FINEX®) should also have analogous properties for application in the melter-gasifier.
The focus of this research area is to demonstrate how it is possible to characterize cokes and chars aiming for a holistic forecast of their behaviors under actual process condition. It will not only enable us to select the proper reductant for the process, but also to minimize operation costs by more efficient process control, less coke(or coal) consumption and reduced CO2 generation.